Головка блока цилиндров: самое важное об устройстве, эксплуатации и неисправностях
Содержание:
Несколько слов о хонинговании
Некоторые владельцы авто, разбирающиеся в свойствах металла, после расточки и шлифовки выполняют хонингование внутренней поверхности. Этот вид обработки включает прохождение по внутренней поверхности цилиндров специальным роликом, который уплотняет поверхность и оставляет сетчатый след. Благодаря такой обработке повышается механическая износостойкость металла, а соответственно – увеличивается ресурс мотора.
Современные мастерские предлагают в качестве ремонтных услуг такие методики обработки, как дохонингование, платохонингование, которые выравнивают профиль существующей сетки, что влечёт за собой уменьшение периода обкатки.
Такие работы, как расточка, шлифовка и хонингование требуют квалифицированного подхода, а также использования профессионального оборудования. Поэтому, если возникает потребность в проведении этих работ, нужно обращаться только в специализированные мастерские, а не пытаться самостоятельно увеличить размер цилиндров, а затем шлифовать их, используя нестандартные методы обработки.
Требования к инструменту хонингования
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Типы головок блока цилиндров
Основные типы камер сгорания ДВС
Головки блока цилиндров отличаются конструктивным исполнением, типом и расположением камеры сгорания, наличием и типом ГРМ, а также назначением и некоторыми особенностями.
ГБЦ могут иметь одно из четырех конструктивных исполнений:
• Общая головка для всех цилиндров в рядных двигателях;
• Общие головки для одного ряда цилиндров в V-образных двигателях;
• Раздельные головки для нескольких цилиндров многоцилиндровых рядных двигателей;
• Индивидуальные головки цилиндров в одно-, двух- и многоцилиндровых рядных, V-образных и иных двигателей.
В обычных 2-х – 6-цилиндровых рядных двигателях наиболее часто применяются общие головки, закрывающие все цилиндры. На V-образных двигателях находят применение как общие для одного ряда цилиндров ГБЦ, так и индивидуальные головки для каждого цилиндра (например, в восьмицилиндровых двигателях КАМАЗ 740 используются раздельные головки для каждого цилиндра). Раздельные ГБЦ рядных двигателей находят применение значительно реже, обычно одна головка закрывает 2 или 3 цилиндра (например, в шестицилиндровых дизелях ММЗ Д-260 установлено две головки — по одной на 3 цилиндра). Индивидуальные ГБЦ находят применение на мощных рядных дизельных моторах (например, на алтайских дизелях А-01), а также на силовых агрегатах особой конструкции (оппозитных двухцилиндровых, звездчатых и т.д.). И естественно, что на одноцилиндровых двигателях могут использоваться только индивидуальные головки, которые также выполняют функции радиатора воздушного охлаждения.
По расположению камеры сгорания головки бывают трех типов:
• С камерой сгорания в ГБЦ — в этом случае используется поршень с плоским днищем, или имеющий вытеснитель;
• С камерой сгорания в ГБЦ и в поршне — в этом случае часть камеры сгорания выполняется в днище поршня;
• С камерой сгорания в поршне — в этом случае нижняя поверхность ГБЦ плоская (но могут иметься углубления для установки клапанов в наклонном положении).
При этом камеры сгорания могут иметь различную форму и конфигурацию: сферическую и полусферическую, шатровую, клиновую и полуклиновую, плоскоовальную, цилиндрическую, сложную (комбинированную).
По наличию деталей ГРМ головки блока бывают:
• Без ГРМ — головки многоцилиндровых нижнеклапанных и одноцилиндровых двухтактных бесклапанных двигателей;
• С клапанами, коромыслами и сопутствующими компонентами — головки двигателей с нижним расположением распредвала, все детали располагаются на верхней части ГБЦ;
• С полным ГРМ — распредвалом, приводом клапанов и клапанами с сопутствующими деталями, все детали располагаются в верхней части головки.
Наконец, головки можно разделить по назначению на множество типов — для дизельных, бензиновых и газовых силовых агрегатов, для малооборотистых и форсированных моторов, для ДВС с водяным и воздушным охлаждением, и т.д. Во всех этих случаях ГБЦ имеют определенные конструктивные особенности — габариты, наличие каналов системы охлаждения или ребрения, форма камер сгорания и т.д. Но в целом конструкция всех этих головок принципиально одинакова.
Устранение трещин цилиндров и водяной рубашки
Трещины на стенках цилиндров и водяной рубашки являются следствием замерзания воды в блоке, заливки холодной воды в перегретый двигатель, неосторожного обращения с блоком при ремонте, запрессовки гильз с большим натягом. Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности
При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат
Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности. При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат.
Место и размер трещины определяются отложением красящего вещества.
Иногда удается установить наличие трещины и более простым способом. Для этого предполагаемое место трещины смачивают керосином, а затем насухо вытирают и посыпают сухим порошком мела. Через 1—2 часа керосин, проникший в трещину, выйдет на поверхность и даст отчетливую желтую полоску, по которай легко определить наличие и границы трещины.
Трещины цилиндра устраняют установкой гильз или газовой заваркой со стороны водяной рубашки (для этого специально вырезают кусок стенки водяной рубашки против трещины цилиндра); при этом подогревают весь блок цилиндров на древесном угле.
Операция заварки — сложная и ответственная и поэтому применяется редко.
Трещины водяной рубашки заделывают штифтовкой, наложением заплат, металлизацией, замазкой и реже сваркой.
Штифтовка производится в следующем порядке:
- Засверливают концы трещины сверлом 4,8 мм и просверливают отверстия по всей длине трещины на расстоянии 8 мм.
- Нарезают резьбу в отверстиях метчиком 6 мм, затем завертывают в отверстия стержни из красной меди и обрезают их ножовкой так, чтобы они выступали на 1,5—2 мм.
- Просверливают отверстия посредине между стержнями и нарезают в них резьбу, затем завертывают стержни, которые должны захватывать ввернутые раньше.
- наложить заплату на место трещины, легкими ударами пригнать ее по месту, пользуясь заплатой как шаблоном, накернить, просверлить отверстия в блоке сверлом 4,8 мм и нарезать в них резьбу метчиком 6 мм;
- смазать заплату суриком, наложить на место и привернуть ее стальными винтами; при наложении заплаты на головку блока под заплату нужно установить свинцовую прокладку;
- расчеканить края заплаты и опробовать блок водой под давлением 2—3 ат.
Металлизацией заделывают небольшие трещины, которые предварительно разделывают крейцмейселем, обезжиривают, после чего металлизируют посредством металлизатора.
Замазкой заделывают только небольшие трещины, причем замазку соответствующего состава наносят на подготовленную трещину и в течение 1—2 час. просушивают. Подготовка трещины заключается в зачистке ее и в обезжиривании.
Мелкие волосяные трещины можно заливать соляной кислотой в смеси с нашатырем; при этом трещина затягивается отлагающейся ржавчиной.
Заварку трещины производят в следующем порядке:
- расфасовывают трещину для получения скоса стенок под углом 45°;
- медленно нагревают блок до температуры 650—700° в термической печи;
- прогретый блок закрывают листовым асбестом, оставляя открытыми только места сварки;
- заваривают трещины чугунными электродами;
- помещают блок в печь и медленно его охлаждают (6—8 час);
- производят механическую обработку шва, затем испытывают блок водой.
Назначение головки блока цилиндров
Головка блока берет на себя обязанности по выполнению таких важных функций, как обеспечение базировки и размещения компонентов газораспределительного механизма, элементов подвода и отвода топлива, обеспечение газодинамических характеристик воздушного заряда, отвод из камеры сгорания продуктов горения, формирование камеры сгорания и обеспечение ее герметичности, отвод и подвод масла для компонентов газораспределительного механизма (ГРМ). Также головка блока цилиндров (ГБЦ) является важным элементом, благодаря, которому обеспечивается соответствие автомобиля экологическим стандартам по уровню выброса вредных веществ.
2
Минусы алюминиевых моторов
Итак, алюминиевые моторы легче, чем чугунные. Также алюминиевые двигатели имеют лучший теплоотвод по сравнению с чугунными блоками (лучшая теплоотдача). В результате алюминиевые моторы работают более гладко и устойчиво.
Главным же недостатком алюминиевых моторов является недостаточная прочность блока цилиндров. К сожалению, жаропрочность при высоких температурах у алюминиевых движков хуже по сравнению с чугунными. Особенно это плохо, когда двигатель небольшой, поскольку при маленьких размерах алюминиевого блока цилиндров конструкторам тяжело придать ему хорошую прочность. Но самое ужасное, что с такими алюминиевыми моторами в последние годы стало модно ставить турбину, которая также негативно влияет на температуру в двигателе, оказывая на хрупкий алюминиевый блок двигателя свое отрицательное воздействие.
Вот почему некоторые автопроизводители по-прежнему в турбированных автомобилях используют чугунные тяжелые двигатели. Так надежней и долговечней.

Также главный минус алюминиевых моторов – это их плохая ремонтопригодность. К сожалению, многие алюминиевые двигатели отремонтировать очень тяжело, в отличие от чугунных моторов, где толстый блок цилиндров легко подлежит нескольким расточкам.
Почему же тогда автомобильные компании популяризировали во всем мире алюминиевые двигатели? А все дело в экологии. Из-за постоянного ужесточения экологических норм автопроизводители вынуждены любыми способами снижать расход топлива в новых транспортных средствах, который напрямую влияет на уровень вредных выбросов в выхлопе. А согласно исследованиям, расход топлива может быть уменьшен на 6-8% при каждом снижении веса автомобиля на 10%.

Чугунный элемент двигателя
Именно поэтому последние 5-7 лет автомобильные компании постоянно ломают голову, как уменьшить вес всех автокомпонентов в транспортном средстве. В том числе, как вы уже поняли, уменьшение веса коснулось и подкапотного пространства. Так что нет ничего удивительного, что многие автомобильные компании стали так активно продвигать свои новые облегченные модели, оснащенные полностью алюминиевыми двигателями. То есть основная причина появления менее ремонтопригодных моторов – это снижение потребления топлива и вредных веществ в выхлопе транспортных средств.
Особенности алюминиевого двигателя
Алюминиевые сплавы значительно мягче чугуна, поэтому для придания блоку необходимой жёсткости, его несущие стенки делают более толстыми, добавляют для жёсткости ребристую систему. Алюминий обладает более высоким коэффициентом температурного расширения, это требует более строгого контроля за зазорами между деталями двигателя. С целью снижения веса, в современных автомобилях поршни часто изготавливаются из алюминиевых сплавов, а поверхность цилиндров из других металлов.
Для усиления износостойкости стенок цилиндров применяют специальные технологии, позволяющие в процессе отливки блока цилиндров повысить в поверхностном слое процентное содержание кремния, удаляя при этом с помощью химических реакций алюминий. Это позволяет в разы увеличить уровень износостойкости стенок цилиндров сравнительно с изделиями, изготовленными из чугуна.
Чтобы снизить коэффициент трения, которое возникает между алюминиевым блоком и поршнями, последние покрывают тонким слоем железа.
Болтовое соединение головки блока цилиндров
1. Усилие болта болтов крепления головки блока цилиндров /2. Уплотняющее усилие между головкой блока цилиндров и её уплотнением / 3. Деформация цилиндра (представлено очень утрированно) / 4. Находящаяся вверху резьба болта /5. Глубоко лежащая резьба болта
Для того, чтобы деформацию цилиндра при монтаже головки блока цилиндров поддерживать по возможности малой, бобышки под болты — утолщения для резьбовых отверстий болтов крепления головки блока цилиндров — связаны с наружной стенкой цилиндра. Прямой контакт со стенкой цилиндра вызвал бы несравненно большие деформации при затяжке болтов. Дальнейшие улучшения даёт также глубоко лежащая резьба. На изображениях 1 и 2 показаны различия деформаций цилиндров, получающиеся при находящейся вверху и глубоко лежащей резьбе болта.
Дальнейшие возможности — в применении заливаемых стальных гаек вместо обычных резьбовых отверстий, с целью избежать проблем перекоса и прочности (особенно у дизельных двигателей прямого впрыска). У некоторых конструкций применяются длинные стяжные болты,практически провёрнутые через плиту блока цилиндров (изобр. 3) или прямо соединённые с опорой подшипников (изобр. 4).
1. Подкладная шайба
2. Болт крепления головки блока цилиндров
3. Стальная резьбовая вставка
4. Стяжной болт
5. Крышка коренных подшипников
|
Изображение 3 |
Изображение 4
1. Подкладная шайба
2. Стяжной болт
3. Опора подшипников
4. Крышка коренных подшипников
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
Место шва до блеска зачищается, обезжиривается.
С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
Шов формируется небольшими участками, длиной до 15 см за проход.
Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно
При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.. Когда на блоке двигателя обнаружен дефект, не торопитесь его менять
Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Конструкция ГБЦ
посадочные меставыпускные клапанаВерхняя частьпосадочными местами
Если ремонт двигателя проводится после перегрева, нижняя поверхность головки блока цилиндров должна быть отфрезерована и отшлифована в центре по ремонту моторов
Кроме того, в корпусе ГБЦ «проложены» каналы смазочной системы и водяной рубашки для охлаждающей жидкости. Также через ГБЦ иногда проходят каналы свечей зажигания или .Верхняя часть головки блока цилиндров закрыта крышкой. Она изготавливается из алюминиевого сплава или листовой стали и крепится к головке через прокладку — резиновую или пробковую. Применение крышки обусловлено необходимостью обслуживания механизма ГРМ.
Крепление головки блока к блоку цилиндров
Любой двигатель — бензиновый или дизельный, построен на принципе сжатия топливной смеси в камере сгорания. Чтобы не происходила потеря , ГБЦ и блок цилиндров соединены между собой при помощи огнеупорной прокладки, которая, к тому же, предотвращает утечку масла и охлаждающей жидкости.
Если в процессе ремонта двигателя ГБЦ пришлось снять, прокладку обязательно меняют на новую, а процесс затяжки крепежных болтов или шпилек проводят в строго определенной последовательности. Затяжк производится с определенным усилием и в определенном порядке. Если затянуть болты слишком слабо, прокладка потеряет герметичность и будет выдавлена или прогорит. В результате охлаждающая жидкость может попасть в цилиндры, а моторное масло на внешнюю поверхность . Чтобы этого избежать, обычно рекомендуется затягивать болты крест-накрест, добиваясь равномерного прилегания поверхностей блока и головки друг к другу.
При нарушении герметичности прокладки головки блока цилиндров антифриз и масло могут попасть в камеру сгорания. Если такое случилось, эксплуатацию автомобиля следует немедленно остановить
Момент затяжки болтов или шпилек указан в руководстве по ремонту автомобиля
Чтобы соблюсти этот параметр, необходимо приобрести и использовать динамометрический ключ.Характерные поломки головки блока цилиндров
Как правило, основное внимание при осмотре ГБЦ уделяется деталям газораспределительного механизма и степени их износа. Не меньшего внимания требуют прокладки ГБЦ и корпус головки
Участки, образующие верхний свод , подвергаются высоким тепловым и механическим нагрузкам. Поэтому, со временем, в корпусе головки могут образовываться трещины.Один из признаков нарушения герметичности процессов, происходящих в ГБЦ — появление запаха отработанного газа под капотом или следов моторного масла в . Возникновение в корпусе ГБЦ трещин приводит к потери компрессии, а это, в свою очередь, снижает способность к воспламенению топливной смеси, появляются пропуски в работе цилиндров, двигатель перегревается.
Запах выхлопных газов под капотом и в салоне может быть признаком нарушения герметичности прокладки между ГБЦ и блоком цилиндров
О появлении трещин в ГБЦ косвенно можно судить по внешнему виду выхлопных газов. Белый густой дым (а на самом деле, пар) часто является признаком попадания антифриза в камеру сгорания через трещину в головке.В отличие от блока цилиндров, корпус головки не подлежит ремонту. В случае появления трещин ГБЦ приходится менять. Идеальный вариант замены — приобретение головки «в сборе», то есть с установленными клапанами и другими деталями . Если же приобрести собранную ГБЦ по какой-то причине не удается, детали, извлеченные из старой головки, можно переставить в новую, предварительно отдефектовав.
Данной статьей я расскажу вам, что такое ГБЦ (головка блоков цилиндров), из чего она состоит, где находится и как действует. Так же объясню, зачем необходим этот немаловажный для работы автомобиля узел.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
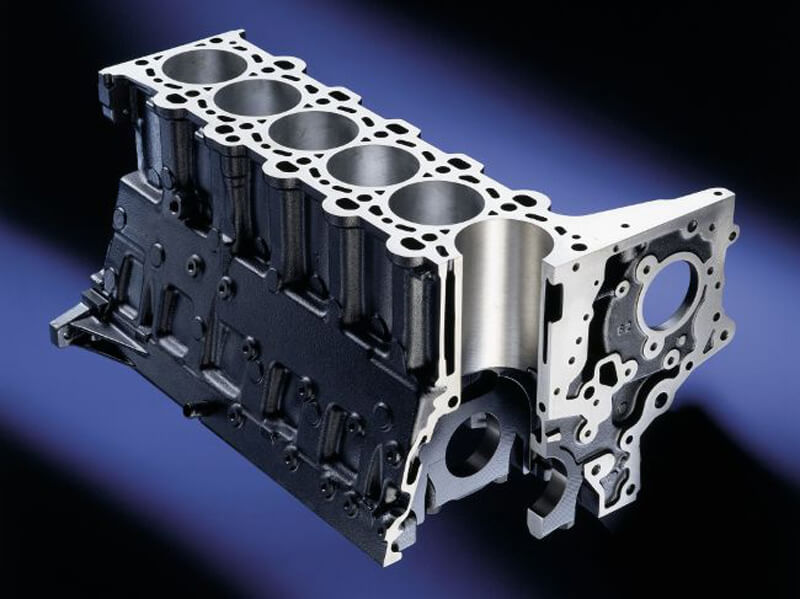
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
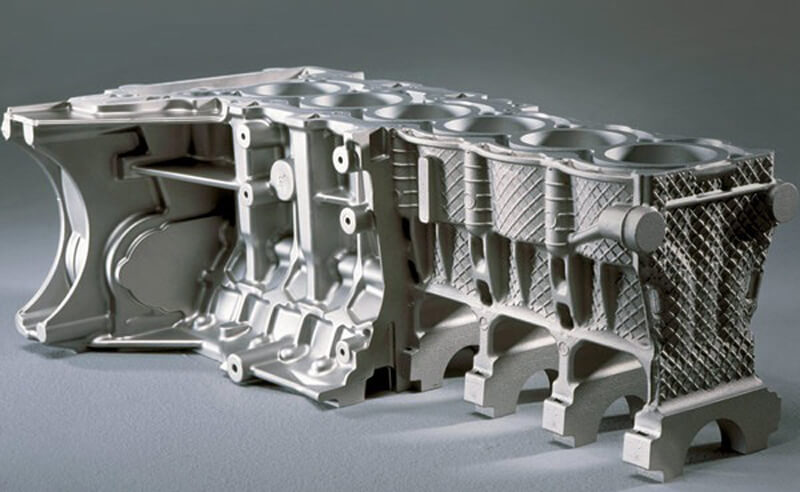
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Техническое обслуживание и диагностика
Как известно, все механизмы транспортного средства рано или поздно будут нуждаться в диагностике и техническом обслуживании. В этом случае ГБЦ не является исключением. Первоочередной задачей любого автомобилиста в этом вопросе является периодическая диагностика тех компонентов головки, которые нуждаются в этом больше всего. В частности, тех, которые подвержены наибольшим нагрузкам.
Речь идет о:
- работоспособности клапанов;
- проверке работоспособности сальников клапанов;
- сальников распределительного шкива;
- и, разумеется, самой прокладке ГБЦ.
Может стать причиной появления масла в охлаждающей жидкости. И наоборот — попадании антифриза в масляную систему. В результате попадания масла в охладительную систему антифриз будет бурлить (но не кипеть), что приведет к троению двигателя, а со временем — невозможности его запуска. При это хладагент будет выходить из расширительного бачка, а датчик температуры мотора на приборной панели будет показывать кипение двигателя. В свою очередь, попадание хладагента станет причиной заливания свечей зажигания, о чем можно будет догадаться, выкрутив свечку и оценив ее состояние.
В целом на выход из строя элементов головки и на их корректную работу влияют многие факторы, но большинство из них касаются своевременной диагностики и ремонта. Даже такая мелочь, как затяжка штифтов ГБЦ (неправильный момент затяжки или несоблюдение порядка) может стать причиной деформации головки, что может привести и к поломке двигателя.
Для чего проводятся ремонтные работы? Есть множество случае, когда снятие головки неизбежно.
- необходимость расточки цилиндров;
- необходимость опрессовки втулок клапанов или их седел;
- выход из строя клапанов, что подразумевает необходимость их замены или ремонта;
- отшлифовка седел или работы по их доработке;
- необходимость шлифовки самой крышки ГБЦ;
- необходимость замены прокладки головки (если она пробита или пропускает);
- или же при надобности заделывания микротрещин (эта операция может проводиться и без демонтажа ГБЦ).
Так или иначе, но все работы по ремонту и диагностике данного узла должны осуществляться при соблюдении рекомендаций и указаний от производителя вашего транспортного средства. Если вы, не имея знаний и опыта, попытаетесь сделать что-либо самостоятельно и у вас это не получится, то это чревато полной поломкой всего мотора. Наиболее опасным в этом плане является монтаж втулок клапанов. Эта процедура должна осуществляться при нагретой головке, при этом сами монтируемые элементы должны быть холодными, а не нагретыми. Только так можно будет обеспечить надежное натяжение в соединении после того, как температура узла стабилизируется.
Также конструкция ГБЦ позволяет осуществить и замену втулок шкива привода маслонасоса. Данный процесс должен осуществляться методом выпрессовки уже отработавших свой ресурс эксплуатации втулок и монтажа новых компонентов.
В целом в домашних условиях есть возможность заниматься этими работами. Но при том условии, если вы понимаете, что делаете и чем это может быть чревато. Разумеется, в этом случае речь не идет о тех работах, для осуществления которых понадобится термическое или высокоточной оборудование. Но и это возможно только тогда, когда у вас есть определенные знания. Не имея опыта, даже самый новый и высокотехнологичный инструмент не имеет никакой пользы.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант.
На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.

Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil.
В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие.
Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия.
Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Конструкция головки блока цилиндров и ее основные детали
Головка блока цилиндров закрывает цилиндры сверху. Она крепится к блоку мощными болтами или шпильками. Поскольку площадь у посадочной плоскости головки довольно велика, то, чтобы избежать деформации при креплении к блоку, каждое резьбовое соединение затягивается в определенной последовательности и с определенным моментом усилия. Последовательность и момент затяжки болтов или гаек определяется для каждого двигателя индивидуально, поскольку конструктивные решения ГБЦ может иметь разные.
Видеоролик о головке блока цилиндров
Раньше головки отливались исключительно из чугуна, теперь же на смену ему пришли легкие алюминиевые сплавы. В полной мере отказаться от чугунных головок получается не всегда. Это связано с тем, что головки двигателей, работающих в тяжелых температурных режимах, могут подвергаться термоусадке и деформации, а чугун способен противостоять этому лучше. Тем не менее, с приходом новых материалов и развитием металлургии, чугун потихоньку отходит на покой.
В рядных двигателях головка имеет общий корпус для всех цилиндров, а в моторах с V-образным расположением цилиндров для каждого ряда предусмотрена своя головка. Для максимального уплотнения в месте прилегания ГБЦ к блоку цилиндров используется прокладка непростой конструкции. Она выполнена из армированного асбеста, способного выдерживать высокие температуры и высокое давление, обеспечивая при этом герметичность каналов системы охлаждения, маслопровода, и в первую очередь, герметичность камеры сгорания.

Таким образом, можно выделить основные механизмы и детали головки блока цилиндров:
- Картер, или корпус головки блока, в котором размещены все механизмы, каналы системы охлаждения, маслопровод и камера сгорания.
- Отверстия с резьбой или посадочной плоскостью для монтажа свечей зажигания или форсунок.
- Прокладка головки блока.
- Камера сгорания, в которой происходит воспламенение рабочей смеси.
- Газораспределительный механизм.
- Привод газораспределительного механизма.
- Посадочные плоскости и резьбовые крепления для впускного и выпускного коллектора.
К несъемным деталям головки блока относят седла клапанов, которые необходимы для обеспечения герметичности газораспределительного механизма (ГРМ) и направляющие втулки клапанов. Эти детали впрессовываются в картер головки блока «на горячую», и подлежат замене только при использовании специального инструмента и термического оборудования. В гаражных условиях не рекомендуется проводить замену седел клапанов и направляющих втулок, поскольку вследствие неравномерного прогрева головки она может изменить свою геометрию, нарушится плоскость прилегания к блоку цилиндров, и ГБЦ придет в негодность или же будут необходимы серьезные восстановительные работы.



