Хонингование цилиндров: обзор технологии и критерии качества
Содержание:
Область применения хонинговального оборудования
Хонинговальные станки применяются как в серийном, так и в массовом производстве. Благодаря постоянно растущим требованиям к точности обрабатываемой детали, ее качеству и экономической целесообразности, а также значительным возможностям обработки алмазным инструментом использование хонинговальных машин значительно расширилось. Что позволяет увеличить качество, надежность и ресурс различных деталей машин.
Такое оборудование позволяет обрабатывать внутренние поверхности сквозных и глухих, конусных и цилиндрических отверстий. в частности хонинговальные станки применяют для обработки гильз, блоков цилиндров, отверстий в шатунах под палец, пазов род шпонки, канавок под стопорные кольца, шлицевых отверстий, эллипсовидных отверстий, гидравлических телескопических цилиндров, зубчатых колес, деталей топливного насоса высокого давления, труб, достигающих достаточного большого диаметра. Диапазон диаметров, обрабатываемых хонингованием, составляет от 5 до 800 миллиметров. Длина обрабатываемых отверстий может достигать 20000 миллиметров.
Такое оборудование возможно применять для хонингования одновременно нескольких соосно расположенных отверстий. Для обработки конусных и эллипсовидных отверстий системы прижимов абразивных брусков головки хонинговальной машины имеют эластичные элементы. Хонинговальные станки применяются для доводочных операций высокоточных отверстий и обеспечивают более эффективный процесс обработки, чем процесс притирки и полирования различными абразивными пастами и суспензиями. Также хонинговальные станки применяют для обработки наружных поверхностей и обработки торцов, сферических поверхностей, поршневых колец, алмазного зенкерования и развертывания.
Хонинговальные машины, помимо вращательного и возвратно-поступательного движения могут обеспечивать, могут воспроизводить третье осциллирующее (колебательное движение в осевом направлении) движение, имеющее ряд плюсов, перечисленных выше. К недостаткам такой металлообработки относится по массе подвижных узлов хонинговального станка, а также увеличение погрешности по причине переменного направления осевой силы и и разности по величине перебега брусков. Поэтому хонинговальное оборудование, имеющее механизм осевой осцилляции, изготавливается только для обработки отверстий в диаметре до пятидесяти миллиметров и на небольшую глубину.
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
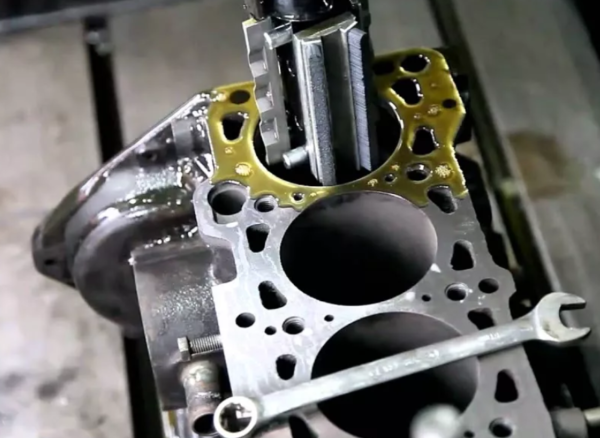
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Как происходит хонингование двигателя?
Процедура хонингования двигателя выполняется в два приема:
- Первый — грубая или как ее еще называют, черновая обработка цилиндров, с применением крупнозернистого абразива.
- Второй — финальная обработка с применением мелкозернистого абразива, с его помощью мастер добивается большей точности. В качестве абразива для хонингования принято использовать алмазные или керамические бруски. Второй вариант менее популярен из-за недолговечности и более высокой стоимости. На сегодняшний день множество фирм имеют оборудование для алмазного хонингования, это как уже говорилось — дешевле, а качество значительно выше.
После проведения процедуры хонингования рекомендуется тщательно вымыть двигатель, делать это нужно для того чтобы смыть мельчайшую металлическую пыль и стружку, а также полировочные пасты. Некоторые специалисты в качестве завершающего штриха, по завершению хонингования, выполняют финишную чистку, используя абразивную пасту. Это позволяет удалить впадины и острые углы, которые могли остаться после хонингования. Результат — идеально гладкая ровная поверхность цилиндров двигателя.
Ну вроде бы все, по-моему ничего не упустил. Надеюсь, вам было интересно и вы нашли ответ на интересующий вас вопрос
Спасибо за внимание, до новых встреч на
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
-
по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
5 А если отверстие некруглой формы?
Теперь поговорим об особенных хонах, инструментах для обработки некруглых отверстий. Состоят они из корпуса, в котором предусмотрен канал для подвода пневмосреды, колодок, абразивных брусков, пневматической камеры, двух муфт (подвижной и неподвижной). Как только инструмент приводится в рабочее положение, через специальный канал в корпусе подается сжатый воздух прямо в пневмокамеру. Это способствует прижиму всех рабочих элементов к обрабатываемой поверхности. Причем они прижимаются равномерно абсолютно по всей плоскости, независимо от геометрии поверхности.
 Обработка некруглых отверстий
Обработка некруглых отверстий
Во время обработки колодки двигаются и поворачиваются на необходимый угол благодаря пазам в муфте. А регулируя давление сжатого воздуха, можно контролировать силу прижатия брусков оправки. Этот инструмент фиксируется к полому шпинделю станка, а последний обеспечивает возвратно-поступательные движения
Следует обратить внимание и на самоцентрирующиеся гибкие хонинговальные щетки. В этом случае валики крепятся к специальным гибким нитям, таким образом, инструмент полностью повторяет контур поверхности
Благодаря этому появляется возможность обрабатывать даже ломаные края.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
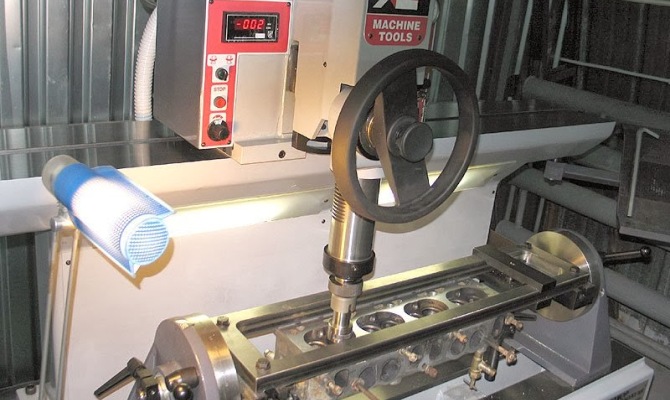
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
На заметку!
В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.



